Produkty


System testowania wiroprądowego on-line dla prostej rury spawanej ze stali nierdzewnej ECN1002 / EFN1002
Pięć zalet produktów
- Ta metoda spawania jest stosowana głównie do wzdłużnych rur spawanych ze stali nierdzewnej i stopu tytanu. Ogólna prędkość spawania jest niska (0,52–10 m / min).
- Defektoskop wiroprądowy o bardzo niskiej prędkości naprawdę rozwiązuje problem detekcji on-line przy niskiej prędkości spawania łukiem argonowym / spawania plazmowego.
- Czułość wykrywania i stosunek wydajności do szumu przekraczają odpowiednie normy krajowe.
- Do wykrywania rur kwadratowych i o specjalnych kształtach stosuje się głównie siodło.
- Automatycznie twórz raport z wykrywania wad
Szczegóły Produktu
System testowania wiroprądowego on-line dla prostej rury spawanej ze stali nierdzewnej ECN1002 / EFN1002
Przegląd projektu
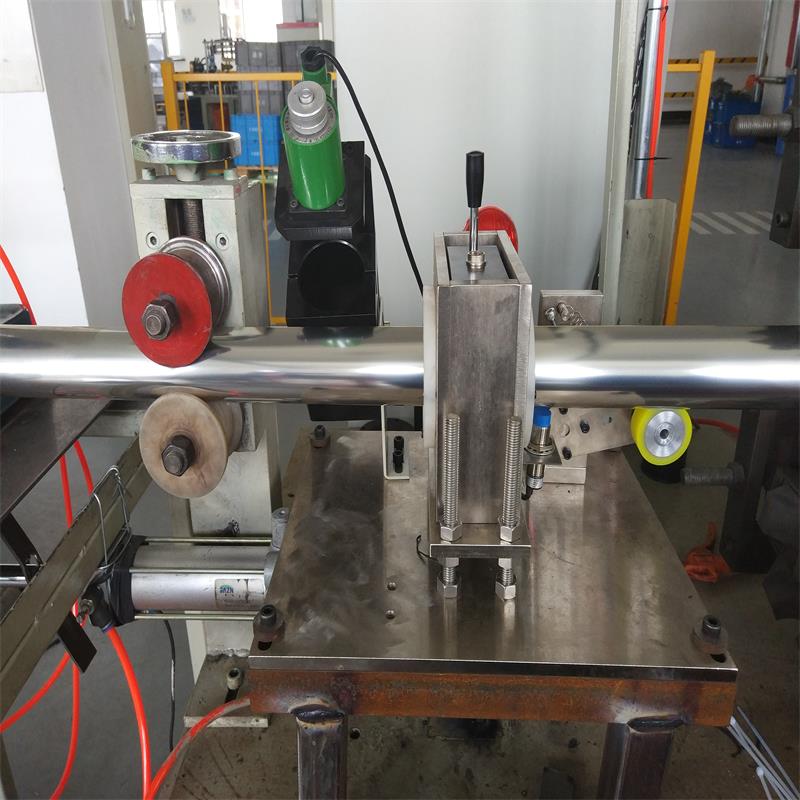
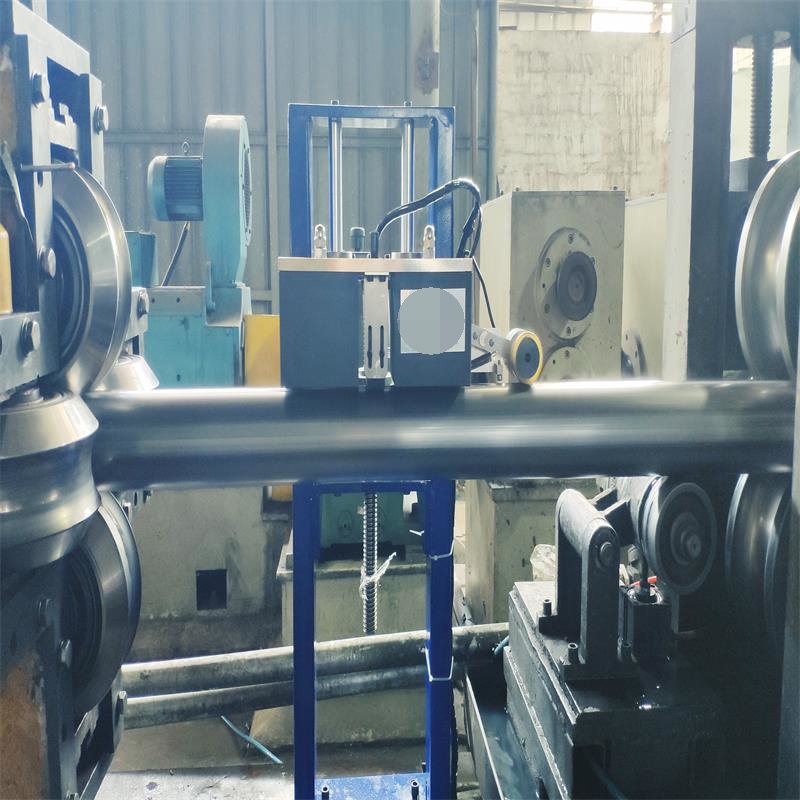
◆ Klienci produkują rury ze szwem ze szwem prostym ze stali nierdzewnej. On-line automatyczny system wykrywania wad wirowych jest zainstalowany na spawanej maszynie rurowej.
◆ Charakterystyka spawania łukowego argonem / spawania plazmowego: Ta metoda spawania jest stosowana głównie do wzdłużnych rur spawanych ze stali nierdzewnej i stopu tytanu. Ogólna prędkość spawania jest niska (0,52–10 m / min).
◆ Optymalna prędkość wykrywania zwykłego defektoskopu wiroprądowego on-line wynosi > 5 m / min. Defektoskop wiroprądowy o bardzo niskiej prędkości naprawdę rozwiązuje problem detekcji on-line przy niskiej prędkości spawania łukiem argonowym / spawania plazmowego. Najniższa prędkość wykrywania wynosi 0,5 m / min. Czułość wykrywania i stosunek wydajności do szumu przekraczają odpowiednie normy krajowe.
◆ Opcja wykrywania typu przelotowego / siodłowego: Zaleca się stosowanie wykrywania przelotowego w specyfikacji φ0-40. Zaletą jest to, że można wykryć spoinę i korpus rury. Wadą jest to, że każda specyfikacja musi być wyposażona w sondę i tuleję prowadzącą. > suggested40 sugerowana sonda siodłowa, sonda może obejmować szeroki zakres specyfikacji, pewien zakres specyfikacji nie musi wymieniać sondy. Można wykryć tylko wady położenia spoiny.
◆ Do wykrywania rur kwadratowych i o specjalnych kształtach stosuje się głównie siodło.
Wykrywanie informacji o przedmiocie obrabianym
Nazwa obiektów wykrywania
Prosta spawana rura ze stali nierdzewnej, rura okrągła
Materiał Stal nierdzewna (seria 2, 3 itd.)
Specyfikacja wymiaru 0–40
Szerokość spoiny ≈0-5 mm, dopuszczalne jest odchylenie kąta spoiny 5 mm
Długość Wykrywanie wad on-line długości, latanie piłą do cięcia rur lub cewki po wykryciu wad
Stopień gięcia 1,5 mm / m (stacji detekcji)
Okrągły stopień Okrągła rura ≦ 0,1 mm
Chropowatość Ściana rury i spoina (z zadziorami) ≦ 3.2
Twardość Trudniej
Szybkość on-line Szybkość spawania: 0,50 ≦ 750 m / min (Prędkość wykrywania instrumentu: 0,52–750 m / min)
Temperatura detekcji części 80-100 ° C lub normalna temperatura
Wymóg wykrywania i Standard dokładności
Wykonawczy standard wykrywania
Liczba standardowych Nazwa standardu Stopień
GB / T 14480-2015 Instrument do badań nieniszczących Wir do urrent T. esting mi wyposażenie /
GB / T 7735-2016 Automatyczne testowanie wiroprądowe bezszwowych i spawanych rur stalowych Najwyższa klasa
(z wyjątkiem spawania łukiem krytym) wady
Parametr techniczny systemu
Nazwa systemu: System do badań wiroprądowych on-line dla rur spawanych ze stali nierdzewnej
Typ: ECN / EFN1002
Metoda detekcji: Dwukanałowe wykrywanie prądów wirowych w siodle on-line
Tryb sterowania: automatyczny + ręczny
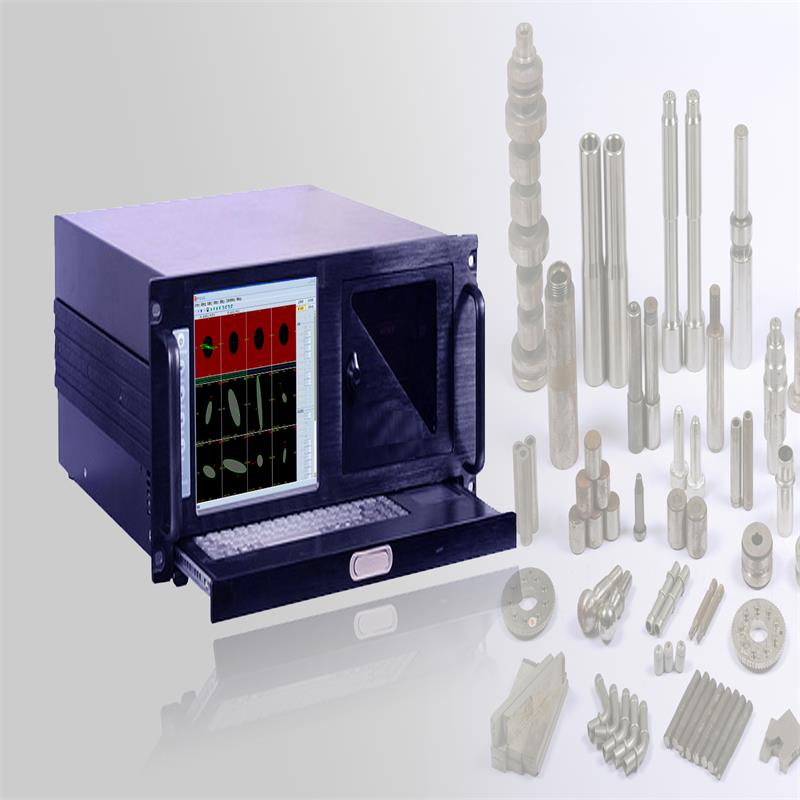
Przyrząd i sonda: przyrząd wiroprądowy; Dwukanałowy wykrywacz defektoskopów i sonda o wysokiej inteligencji
Platforma detekcji: niezależnie opracowana platforma detekcji rdzenia
Krótkie wprowadzenie do operacji wykrywania:
Dostosuj parametry techniczne i standardowe próbki wykrywacza wad zgodnie z wymogami testowymi;
Wyreguluj pozycję sondy i sondy zgodnie ze specyfikacją przedmiotu;
System wykrywania wad wykrywa obrabiany przedmiot, alarmy i znaki;
Dostosuj sprzęt spawalniczy (forma, złącze spawalnicze) zgodnie z alarmem;
Rejestracja, przechowywanie i analiza danych są przeprowadzane przez hosta wykrywania defektów;
Automatycznie twórz raport z wykrywania wad.
Ważne parametry systemu
Nazwa Parametr techniczny Uwagi
End Blind Area ≦ 50m W zależności od prędkości testu
Stabilność Po 16 godzinach ≦ 2dB Próbka
Dokładność drukowania strumieniowego ± 50 mm Próbka
Współczynnik osądu 0% Próbka
Współczynnik błędnego zgłaszania ≦ 2% Próbka
Test prędkości 0,50 ≦ 750 m / min Zależy od klienci prędkość spawania,
Spawanie łukowe argonem zostanie dostosowany według najszybsza prędkość może osiągnąć 750 m / min
do prędkości spawania klienta. (ten projekt to argon ze stali nierdzewnej
łuk prędkość spawania wolniej)
Zasada testowania prądów wirowych typu przejściowego
Wykrywanie prądów wirowych ma na celu ustanowienie przemiennego pola magnetycznego poprzez zbliżenie przewodu do cewki za pomocą prądu przemiennego (zwanego sondą). Zmienne pole magnetyczne przechodzi przez przewodnik i wytwarza z nim indukcję elektromagnetyczną oraz ustala prąd wirowy w przewodniku. Prąd wirowy w przewodniku wytworzy również własne pole magnetyczne.
WEHANS AUTOMATION TECHNOLOGY. CO., LTD
Osoba kontaktowa: Cynthia
Telefon: +86 15062667823
Telefon stacjonarny: +86 18121053868

adres spółki: Building 1, No. 268, Dengyun Road, Yushan Town, Kunshan City, JIangsu Province, China.
Stronie internetowej: wehans.plvipb2b.com
Poprzedni: Inteligentny cyfrowy przyrząd do...
Kolejny: System testowania wiroprądowego ...
Zapytanie ofertowe :

-

Wielokanałowy inteligentny cyfrowy wykrywacz prądów wirowych EIG3000
-

Wieloczęstotliwościowy i wielokanałowy inteligentny cyfrowy czujnik wiroprądowy EK3000
-

Wielokanałowy inteligentny cyfrowy wykrywacz prądów wirowych EIG2000
-
Inteligentny cyfrowy przyrząd do sortowania materiałów wiroprądowych ERS6000
-
System testowania wiroprądowego on-line dla prostej rury spawanej ze stali nierdzewnej ECN1002 / EFN1002
-
System testowania wiroprądowego on-line dla prostej rury spawanej EFH1002
-

System testowania wiroprądowego on-line dla drutu ze stali sprężynowej ECH7002
-

Mikroskop metalograficzny PCB (JX22 / JX23-RT)